办公室装修_北京办公室设计装修效果图
办公室装修_北京办公室设计装修效果图
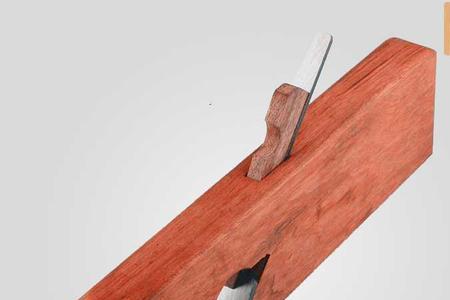
有谁知道木工刨刀的安装方法?

前几天从网络上买了一个木工刨刀,但安装的时候总是卡住,小刀片的罗纹处有向下突出2MM,使它与大刀片不能贴合,导致不能安装上去。有谁知道怎么安装吗?谢谢!!
http://www。jxc。com。cn/main/UploadFiles/t33/220_1136422872011。jpg
压铁是弯的,安装时压铁装在刨刀上方,内弯面贴在刨刀上,螺纹突出是在压铁外弯面,不影响使用的
仔细看一下图吧
求木工刨子组装的方法!急!50分!

刨子的刀头是斜边的,前面高,后面低安装,

木工刨子是怎么装刀片的?

现在有一个刨子,一块刀片,一块盖板,一个楔子,请问怎么组装啊?
回答详细一点谢谢!
我家爸爸是做木工的,装时候是二个刀一起,主刀在下面,副刀在上面,垫的木板有偏斜的啊。一头薄,另外一头要厚的这样的刀片不容意走出来呀。
解剖刀23号刀片如何装上去?

切割刀上有个调刀片位置的螺丝,用内六方调试,切割刀附带的都有。刀片边上有一个带刻度的螺丝的,
每次最多调半圈
不能调的太高,只能漏出来一点点的
半根发丝的高度,甚至都不到。,
用血管钳夹住刀片的前2\/3,钳子卡紧,顺着卡槽往刀柄上拉,咔嚓一声就固定住了。拆的话,要先夹住刀片的后1\/3翘起,然后再夹住刀片的前2\/3,钳子卡紧,往前推动就可以取下刀片了。
怎么装手术刀

怎么把手术刀的刀片装到刀柄上,先安前面还是先安后面,然后怎么拿下来,我老是安不进去,勉强放上去又拿不下来
先按前边,往后一推就行了,想拿下来的时候反之,
要用同型号的刀片和刀柄
龙门铣床上的刀片怎么才装齐?
外形与龙门刨床相似,区别在于它的横梁和立柱上装的不是刨刀刀架而是带有主轴箱的铣刀架,并且龙门铣床的纵向工作台的往复运动不是主运动,而是进给运动,而铣刀的旋转运动是主运动。在龙门铣床上可以用多把铣刀同时加工表面,所以生产效率比较高,适用与成批和单件生产,用以加工中型和大型工件。
龙门铣床的主参数为工作台面宽度。
木工四面刨刀具如何调
木工四面刨刀具如何调
根据相对应的材质和差量距进行调整,需要根据需要作业的材质来决定的。
四面刨释义:
1)四面刨是一种木工机床类的刨床产品。主要用于加工木方、木板、装饰木线条、木地板等木制品,对木材的上下及侧面进行刨光处理。优秀的四面刨一般都是结构紧凑,工作台面镀硬络,经久耐用的。
2)并且主轴特殊加工,精度要高。送料系统,最好是采用无级调速机构,送料辊与减速机构之间用万向节联结传动,才能传动平稳,送料才能强劲有力。一般采购四面刨可以去国内各大木工机械网站进行采购,例如家王、中外木工机械网等专业平台。
3)四面刨根据行业习惯分为四轴四面刨、五轴四面刨、六轴四面刨……多轴四面刨,多的可达十多轴。四面刨一般适合大中型家具厂适用,一方面其购买成本较高,另一方面调刀具麻烦,因此适合大中企业大规模生产或者固定工序工位生产。
4)小型企业往往用双面刨加工两个主面,用立刨或别的刨床加工两个侧面,以节约成本和缩短调刀具时间。四面刨生产能力较强,比如中等的六轴四面刨一小时可加工两方多材,其效率在业内比较受认可。
5)维护使用刀具时,请勿使用变形或有裂痕的刀具;在安装和取出刀具时需戴手套;安装刀具时需注意刀轴的旋转方向,需将刀轴套圈紧密结合不留缝隙,并将螺帽旋转;使用活动刀具夹时需确定刀片固定螺丝是否旋紧,避免刀片在切削过程中飞出;刀具运转时转速请勿超过最高转速。
刀外径不要超过180mm,最好160mm以下。四面刨下刀外径不要超过120mm外径
铣床工作台上工件夹具怎么装
在铣床上用来使工件定位并夹紧的工艺装置称为铣床夹具。铣床夹具安装在铣床工作台上随工作台一起进给,刨床夹具也是如此,因此也归入此类。铣削是断续切削,切削力大,因此夹具及各组成部分要有足够刚性和强度;铣削是高效率加工方式,设计铣床夹具时应该充分利用机床工作台面积,采用多工位、多件加工,采用机动夹紧以提高生产率。
(一)铣床夹具安装
铣床夹具以其底板2平面放置在铣床工作台上,保证定位表面在垂直面内与走刀方向成一定位置关系;铣床夹具底平面上都设置有两个定向键,定向键嵌在铣床工作台的T形槽内并与之配合,确定夹具上定位元件在水平面内与走刀方向的位置关系。位置确定后由T形螺钉将夹具固紧。
由于定位表面与铣床夹具安装表面(底平面、定向键侧面)的位置误差,定向键与T形槽配合间隙,都会使定位表面相对于走刀方向位置不准确,产生安装误差。为了控制安装误差,可提高定位元件与安装元件的位置精度和安装元件与连接元件配合精度。为了提高配合精度,可使定向键一面与T形槽接触。安装精度要求更高时可用找正安装夹具,可直接找正定位面,如有困难可在夹具上作出找正面供找正用。
(二)铣床夹具对刀
铣床夹具对切削成形运动占据正确位置后,要调整夹具相对刀具位置,这一过程称为夹具对刀。铣床夹具对刀有三种方法,可用试切几个工件调整刀具位置;也可采用标准样件对刀;而最常用的方法是采用对刀块和塞尺对刀。根据加工和结构需要还可以设计其他一些非标准对刀装置。塞尺已经标准化,用时可选用。
对导时,由于夹具定位面刀对刀仪表面的位置存在误差,工人用塞尺调整刀具位置也存在误差,结果都使刀具相对夹具上定位面的准确位置产生变动,在工序尺寸方向上位置的最大变动量成为对刀误差。控制对刀误差要规定夹具定位表面对对刀面位置尺寸及公差;对刀时要仔细调整刀具与对刀面的位置,边转动刀具,边移动塞尺,知道松紧合适位置。
(三)铣床夹具类型
铣床夹具种类很多,设计铣床夹具考虑的主要问题之一是如何提高生产效率。铣床夹具从进给方式上可分为直线进给式、圆周进给式和靠模铣床夹具三大类。
1、直线进给式铣床夹具
这类夹具在加工工件时随机床工作台直线供给。这类夹具很多,可以是多件加工,也可以是多工位加工。
在铣床工作台上安装两个夹具、使铣刀处于两个夹具中间位置,当工作台向左进给,加工右边夹具工件时,工人装卸左边夹具工件;工作台向右进给,加工左边夹具工件,工人装卸右边夹
万能锯字机的锯片怎么装
固定锯片的地方有个压盘,有的是正丝有的是反丝,都是根据锯片的旋转方向来的,丝扣的方向都与锯片的旋转方向向反。如下压盘后将旧锯片拿下来,安装上新锯片即可
万能锯是啥我不知道,反正一般的小钢锯就可以啊。
当然了切割机更省力。
或者使用管子割刀,就是那种像管钳一样的东西,这个切口是稍斜的,但是外断面毛刺比较少。
刀具安装后如何验证刀具安装的中心高正确
当使用硬质合金进行切断操作时,正确安装刀具是非常重要的。如果切削刃和工件接触位置不正确,刀具可能崩刃或者损坏工件,有时甚至损坏机床。两个最普遍的问题就是切断刀具不垂直于工件或切削刃相对于工件中心轴线安装得太高或太低,它们对刀具寿命、切屑控制和是否能保持垂直和平稳的切断将产生较大的影响,也将导致在加工完的零件表面上留有凸、凹表面。如果这些问题非常严重,刀具将会失效。为保证刀具垂直于工件,操作者应遵守一个简单的安装过程。
1、首先仔细清洁锁紧区域并将切断工具安装在六角转塔上。然后用一指示表测量长度为
100mm的行程上的刀具偏差,该偏差不应超过1mm。
2、通常检测刀具是否垂直的一个方法是检查产生的切屑。如果工件产生的切屑以长丝状流向一侧,这可能是刀具安装不正确。另一现象是切断刀片圆角处的提前磨损,这表明刀片的一面比另一面承受着更多的压力。
3、如果加工中刀具性能或生产的零件质量发生变化,请遵循前面提到的安装步骤。有时刀具一点轻微的碰撞也会引起偏差。因此,在安装后尽早检查切断工具的切削条件是一个好的办法,这样做可有助于识别和防止严重的刀具失效。
4、在切断刀具安装中,另外一个主要考虑的问题是切削刃相对于工件轴线的位置。刀片安装不正确将引起一系列问题,其中最常见的是刀具提前磨损和突然失效、差的切屑形式、差的侧面粗糙度和振动。由于有时查明切削刃的实际位置很困难,因此这些问题将进一步恶化。在老式的手动和自动机床上,这些现象更是经常发生。制造商设计的大多数硬质合金刀片,使用时需安装得略高于工件中心轴线。这个位置有利于使用焊接断屑器并保证刀片可靠地装夹在刀杆上。
5、当刀片安装得略高于中心时,切向力可以作用在更大的刀片面积上。这会增加刀具的强度并使刀片牢固地定位在刀槽中。阀门进口泵工业洗衣机
6、当切削刃和工件之间的角度确定后,硬质合金切断刀片往往被设计为使其强度和坚固性最大化。如果刀片高于中心线太多,刀片后角将减小。致使后刀面上半部分与工件发生磨擦,因此在切削区将产生大量的热。反过来,这会引起刀片提前磨损和工件冷作硬化。这种情况最通常的标志是,在短期切削后刀片有过度的后刀面磨损。低于中心线的刀片将产生更多的问题。当刀片低于中心线时,后角将增大。这使得很小的刀尖部分将承受全部的切削力,从而缩短刀具寿命和增加刀具突然失效的可能性。低于中心线的刀片带来的另一个问题是刀片不规则的偏离。